Nächster Dreve Mouthguard Workshop: Coming soon

Bei flüchtigem Blick könnte man die Innovation übersehen, so unscheinbar kommt sie daher. Doch der Eindruck täuscht: Zwischen zwei EVA-Folien sicher eingeschlossen, befindet sich die neueste Errungenschaft der Dreve Dentamid GmbH.
Die zukunftsweisende Einlage mit markanter Wabenstruktur besteht aus einem digital gedruckten Silikonmaterial mit hochflexiblen Eigenschaften. Durch ihre hexagonale Grundform nimmt sie Druck- und Zugkräfte perfekt auf und leitet sie sicher ab.
Mit den digitalen Druckverfahren ist es nun möglich, Strukturen zu bauen, die die auftretenden Kräfte besser aufnehmen und auf den Mundschutz verteilen können. Damit sind die Zahnstrukturen besser geschützt als beim analogen Vorgängermodell mit starrer Schutzeinlage. Die filigrane Einlage mit einer Endhärte von ca. 43 Shore A absorbiert durch ihre bionische Wabenstruktur die Krafteinwirkung auf die Zähne, Zahnfleisch und Knochenstruktur, spaltet sie über die Verbindungspunkte hoch wirksam auf und verteilt sie auf den gesamten Schutzbereich. Die direkt auf die Kiefer einwirkenden Kräfte werden dadurch erheblich minimiert und die Gefahr von Frakturen effektiv reduziert.
Im engen Austausch mit Sportwissenschaftlern und Profisportlern ist es den Materialspezialisten aus Unna gelungen, zwei verschiedene Methoden – die traditionelle Tiefziehtechnik und die digitale Drucktechnik – zu einem Produkt zusammenzuführen, das die bislang erhältlichen Mundschutze in Sachen Schutzwirkung und Tragekomfort übertrifft.
Der Dreve Mouthguard professional 3D entspricht damit einer zentralen Arbeitsprämisse bei der Entwicklung neuer Produkte, weil er das Beste aus zwei Welten miteinander vereint.
Nicht nur Sportler profitieren vom innovativen Dreve Mouthguard professional 3D.
Im Vergleich zur rein analogen Mundschutzherstellung spart das Labor den sonst erforderlichen mittleren Tiefziehprozess nebst Ausarbeitungsschritten ein. Die gedruckte Einlage wird fertig angeliefert und muss nur noch individuell zugeschnitten und auf die Folie aufgebracht werden. Je nach Erfahrungsgrad sind 5 bis 10 Minuten Arbeitszeitersparnis möglich. Bei einem Feldhockeykader für Olympische Spiele ergibt dies beispielsweise bis zu 3 Stunden Ersparnis!

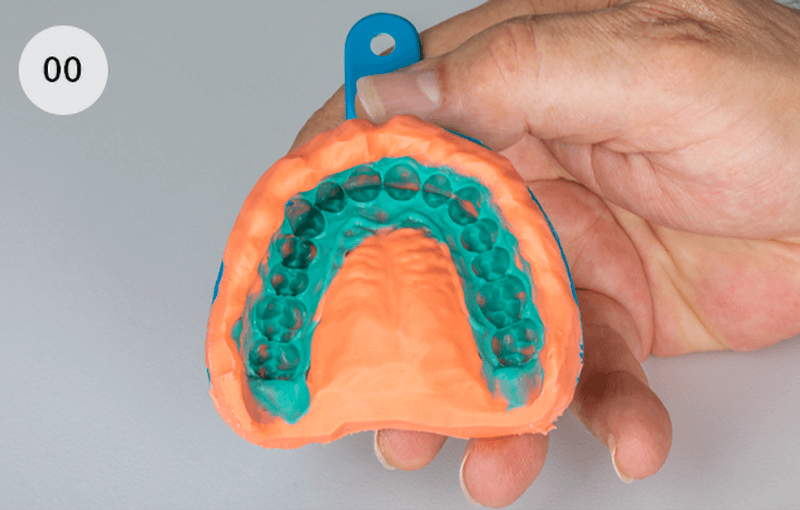
Vom Zahnarzt werden vom OK und UK jeweils eine Abformung genommen. Die OK-Abformung sollte möglichst präzise die Zähne, das Zahnfleisch bis zur Umschlagfalte, alle Muskeln und Bändchen sowie den kompletten harten Gaumen wiedergeben (00).
Idealerweise sollte hierfür die Methode der Sandwichtechnik gewählt werden (z. B. mit Zerosil® soft und Dynax® light).
Die UK-Abformung dient ausschließlich als Gegenbiss und kann entsprechend mit einem Alginat oder mit Zerosil® soft genommen werden.
Die Modelle sollten vorzugsweise aus einem – unter Vakuum angerührten – Gips der Klasse III oder höher, hergestellt werden.
Wichtig für den problemlosen Tragekomfort des Mundschutzes ist eine homogene und blasenfreie Gipsoberfläche, d. h. positive Bläschen werden vorsichtig radiert, negative Bläschen ausgeblockt (01).
Eventuell unter sich gehende Brückenglieder oder schmale Schaltlücken im OK müssen ebenfalls ausgeblockt werden.
Vorbereitung des OK-Modells
Einzeichnung der äußeren Begrenzung des Mundschutzes:
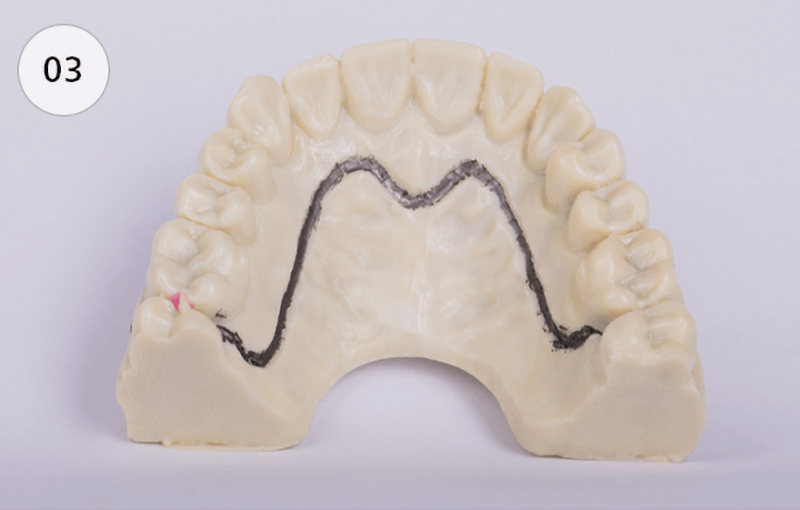
Zur Sicherstellung der gewünschten Schichtstärken des fertigen Mundschutzes wird das Modell am Gipstrimmer auf eine maximale Höhe im Frontzahnbereich von 25 mm und im Seitenzahnbereich auf 22 mm zurückgeschliffen.
Eine Öffnung des Gaumendaches ist wegen verbesserter Anformergebnisse der Tiefziehfolien wünschenswert.
Alle distalen, außerhalb der Einzeichnung liegenden Modellanteile werden gleichfalls betrimmt (04).
Um einer möglichen Bruchgefahr des Modells während des Tiefziehprozesses entgegenzuwirken, muss die Modellbasis eben und kippfrei gestaltet werden.
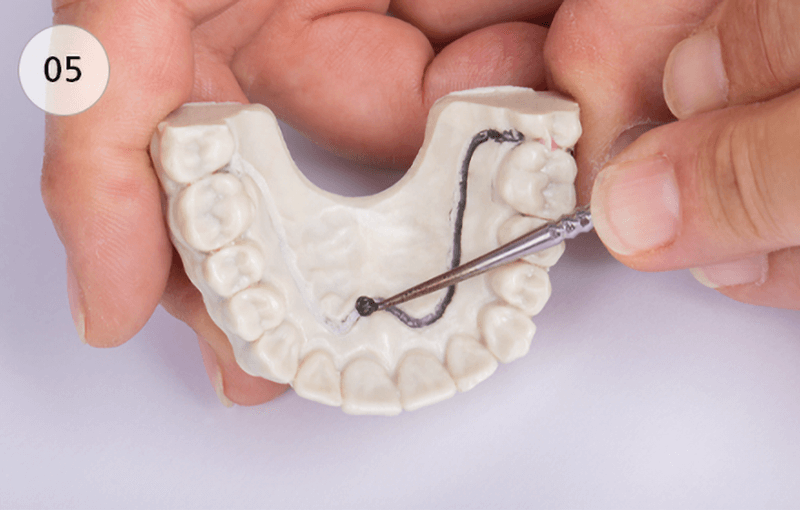
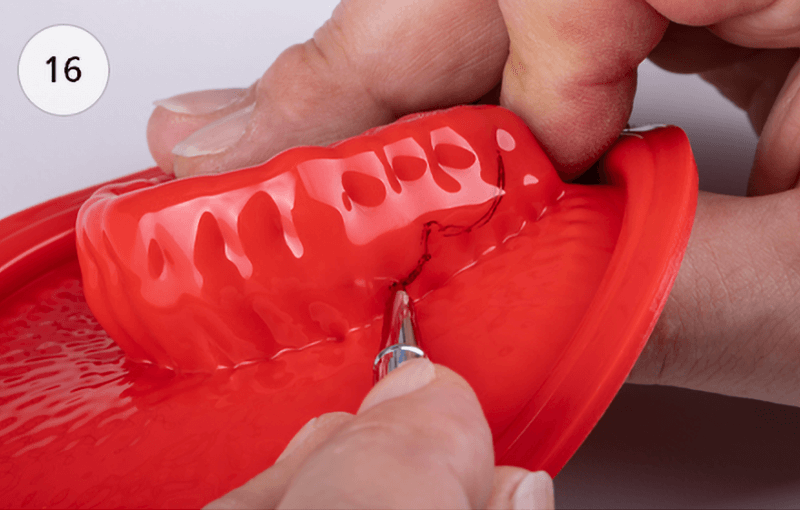
Die palatinale Begrenzung wird mit einem Modellierinstrument etwa 1 mm tief und 1 mm breit in das Gipsmodell einradiert (05), die entstandene Stufe wird zum Zahnfleischsaum leicht gebrochen.
Begründung: Der palatinale Rand des Mundschutzes kann bis auf Gaumenniveau ausgedünnt werden, d. h. eine für die Zunge irritierende Stufe zwischen Gaumen und Mundschutz wird relativiert.
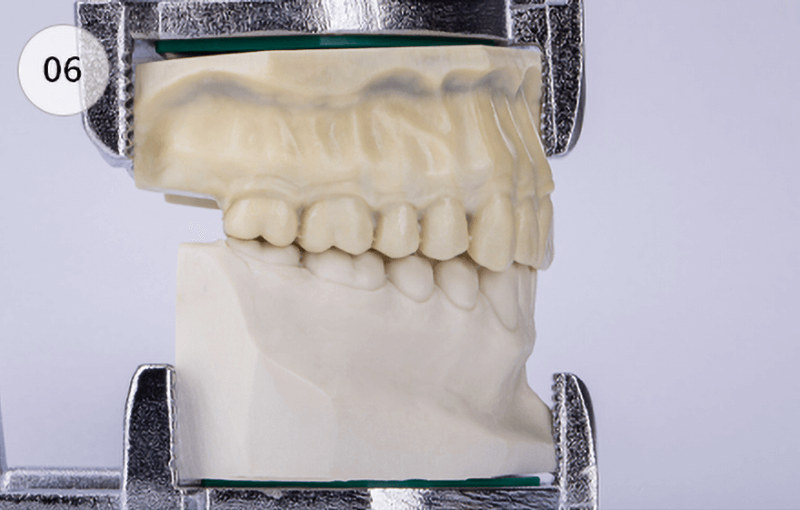
Das soweit vorbereitete OK-Modell wird herausnehmbar – zusammen mit dem UK in einem Artikulator fixiert (06).
OK-Modell gut wässern und mit einer Alginatlösung (z. B. Isolat film) isolieren (07).




Das Modell wird auf der Noppenplatte des Granulattopfes positioniert. Dabei ist darauf zu achten, dass sich die höchste Stelle des Modells (der Frontzahnbereich) möglichst nah zur Mitte der Noppenplatte und damit zum Hitzezentrum hin orientiert (08).
Drufosoft® 3 mm in die Plattenaufnahme legen, mit dem Ring beschweren und Plattenaufnahme einschwenken (09).
Heizkörper einschwenken und den entsprechenden Barcode der Materialverpackung einscannen (10).
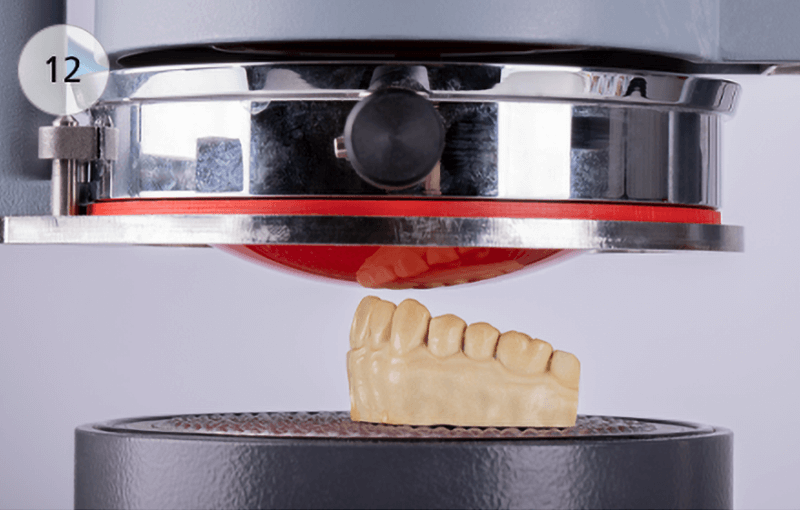
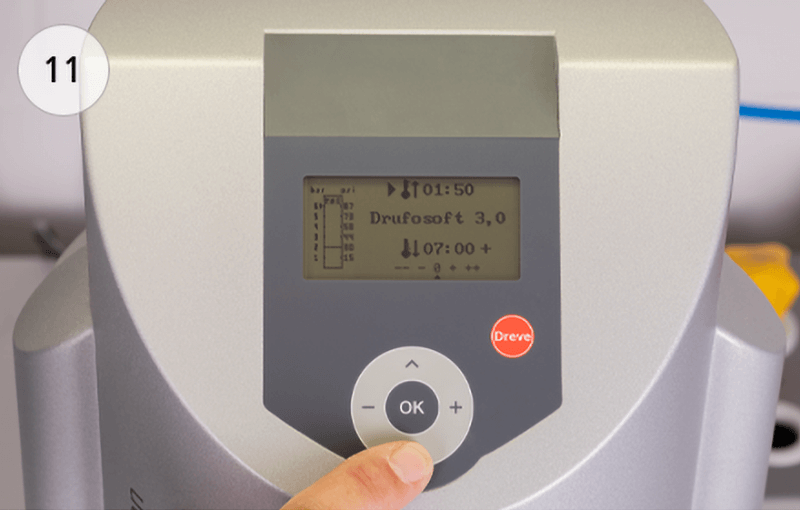
Alternativ kann die Heizzeit von 1:50 Min. auch manuell eingestellt werden (11). Heizvorgang starten. Nach Ablauf der Heizzeit hängt Drufosoft® 3 mm sichtbar nach unten durch (12).
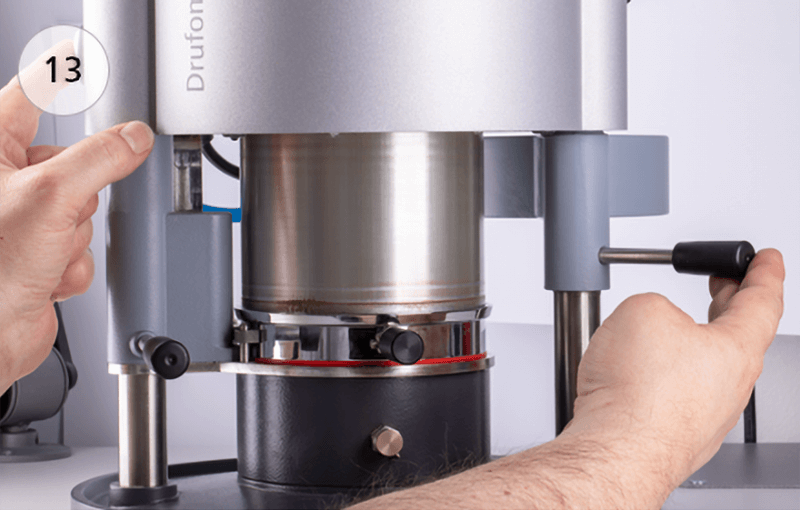
Druckanformung auslösen (13) (s. hierzu auch Arbeitsanleitung Drufomat scan).
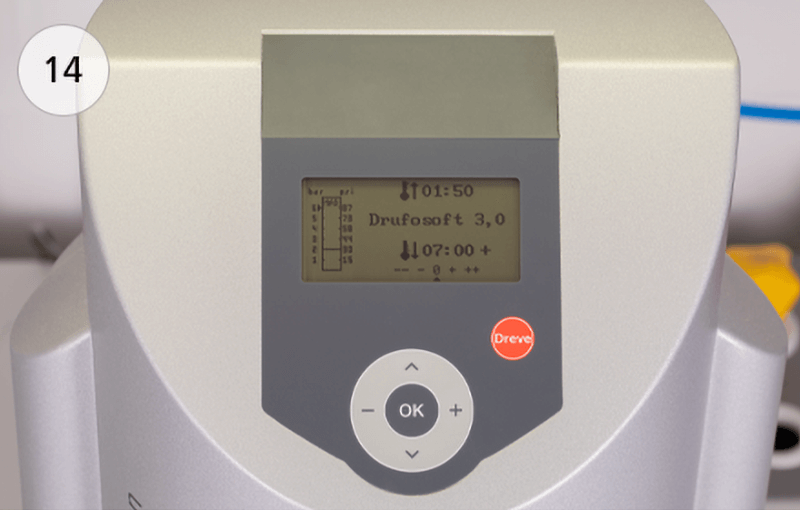
Folie unter Druck mindestens 7:00 Minuten abkühlen lassen (14).
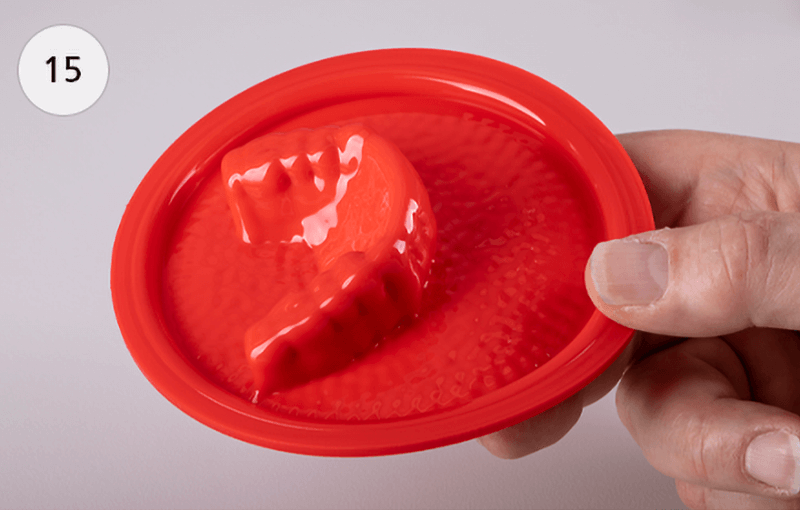
Drufomat scan öffnen und Folie inklusive des Modells entnehmen (15).



Zur besseren Kontrolle sollten die Ränder des Mundschutzes auf die Drufosoft®-Folie übertragen werden.
Hierbei gelten die folgenden Regelungen:
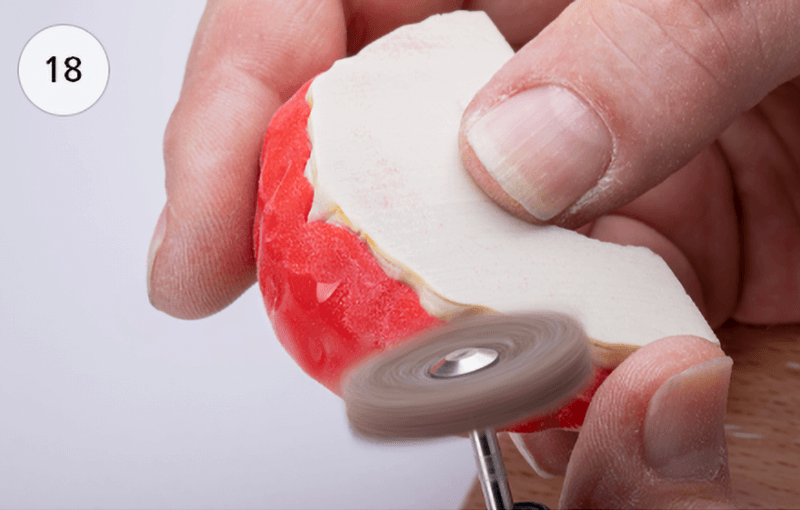
Mit einer Schere wird die endgültige Form des Mundschutzes entlang der Einzeichnung aus der Folie herausgeschnitten (17). Oberflächen und Schnittstellen mit z. B. UltraTrimm medium abrunden und glätten (18).
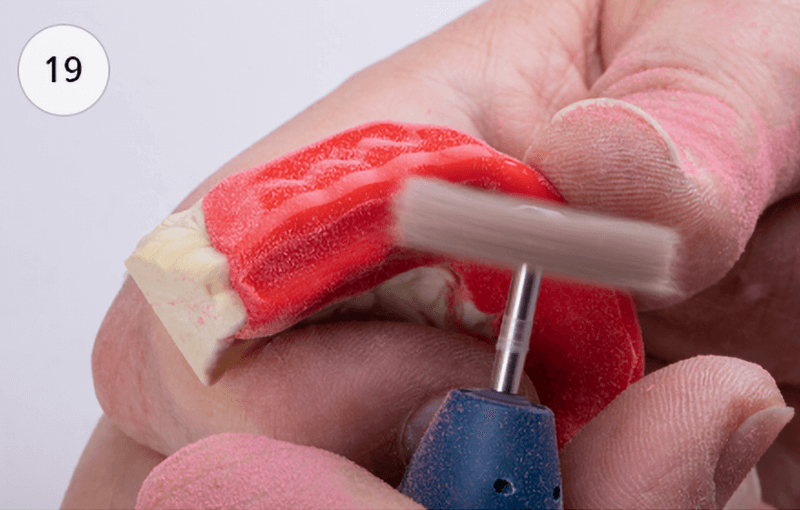
Für den Gegenbiss sollte okklusal ein Aufbissplateau in den Mundschutz eingeschliffen werden (19).
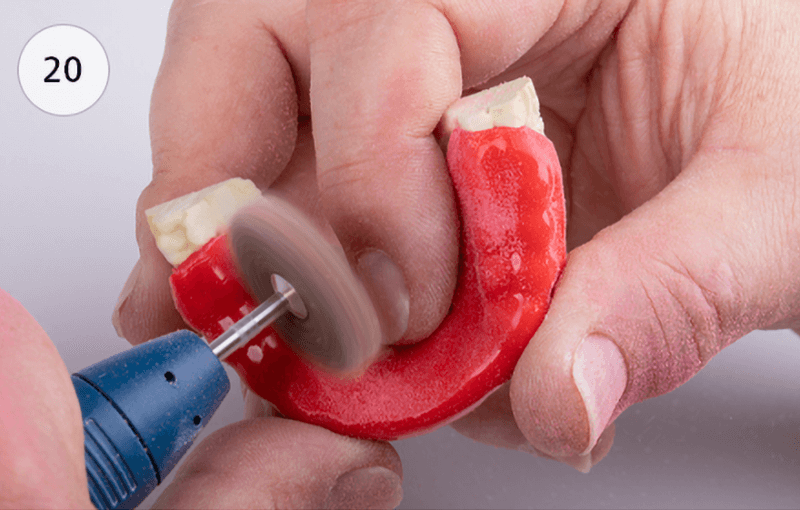
Der gesamte palatinale Bereich muss auf max. 1,5 mm ausgedünnt und geglättet werden (20 & 21).
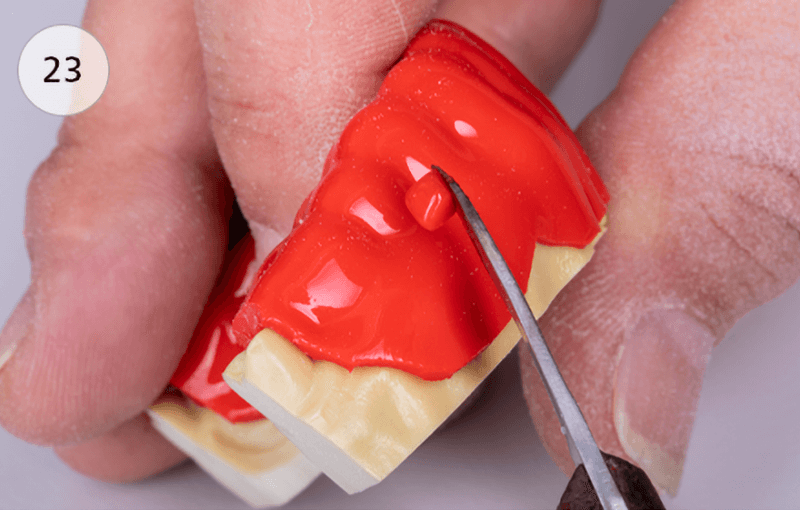
Tiefe Einschnitte z. B. im Bereich der Interdentalräume sollten zur Vermeidung von potentiellen Lufteinschlüssen während des Laminiervorganges mit Kleinstmengen Drufosoft® aufgefüllt werden. Durch Erhitzung über dem Bunsenbrenner wird die benötigte Menge Drufosoft® aufgeweicht (22) und mit leichtem Druck in den Interdentalraum appliziert (23). Anschließend die Ränder mit UltraTrimm light glättend bearbeiten.



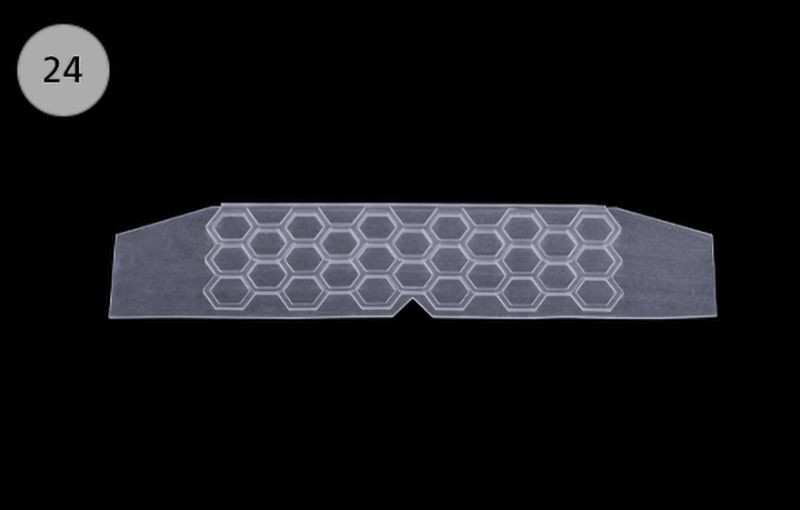
Die neuartige Einlage besteht aus einem digital gedruckten Silikonmaterial mit hoch flexiblen Eigenschaften und einer Endhärte von ca. 43 Shore A. Die Krafteinwirkung auf die Zähne wird durch die bionische Wabenstruktur der Einlage optimal aufgenommen, über die Verbindungspunkte hoch wirksam aufgespalten und auf den gesamten Schutzbereich verteilt.
Die direkt auf die Zähne einwirkenden Kräfte werden dadurch erheblich minimiert und die Gefahr von Frakturen effektiv reduziert. Um eine gute Anpassung an die Sportart und das Alter des Sportlers zu gewährleisten, werden die Einlagen in 2 Schutzvarianten (basic und premium) sowie in 2 Größen (L und XL) angeboten (24).
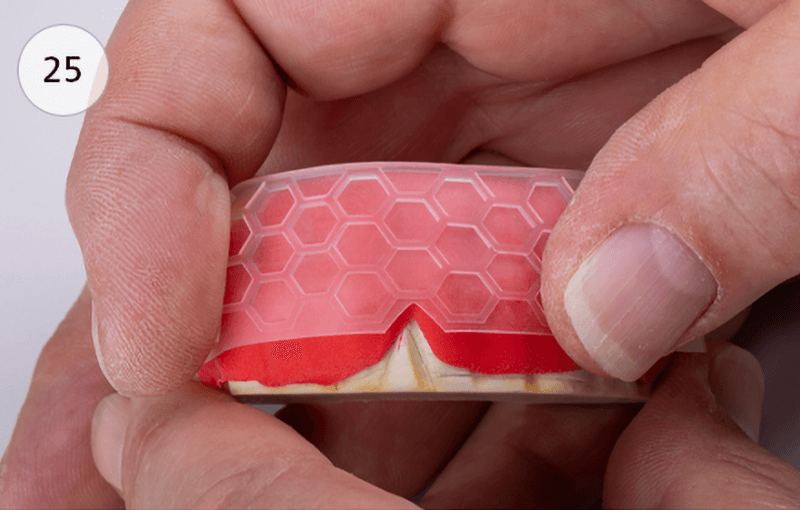
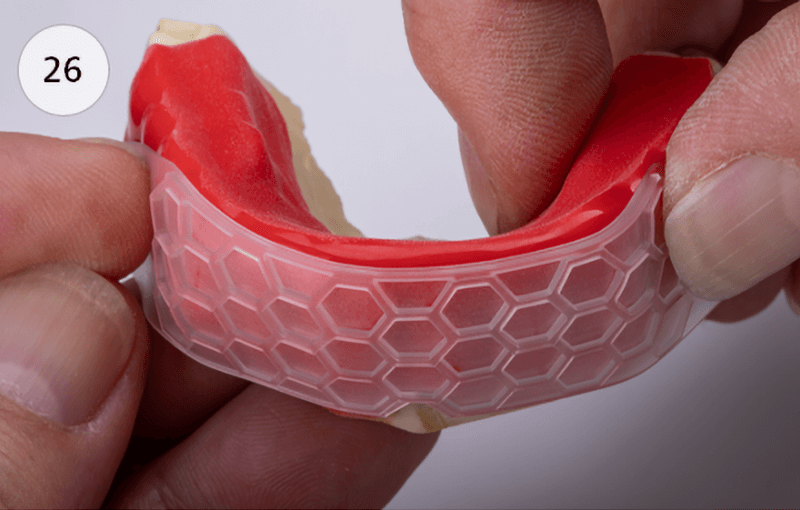
Die erste Tiefziehfolie (Drufosoft® 3 mm, farbig) tiefziehen und ausarbeiten (s. Kapitel 3 und 4). Anschließend die Professional 3D Einlage auf der 1. Folie mit der Wabenstruktur nach oben gelegen positionieren. Dabei darauf achten, dass der untere Einschnitt der Einlage mit der Lage des Lippenbändchens übereinstimmt und der Querbalken des gegenüberliegenden Randes mit den Schneidekanten der Frontzähne abschließt (25). Einlage in dieser Position mit einem Finger fixieren und einseitig nach distal eng an die erste Folie anlegen (26). Um eine optimale Laminierung zwischen der ersten und zweiten Tiefziehfolie sicherzustellen, muss das dorsale Ende der Einlage um einen Abstand von 3 mm kürzer als der Rand des Mundschutzes gestaltet werden.
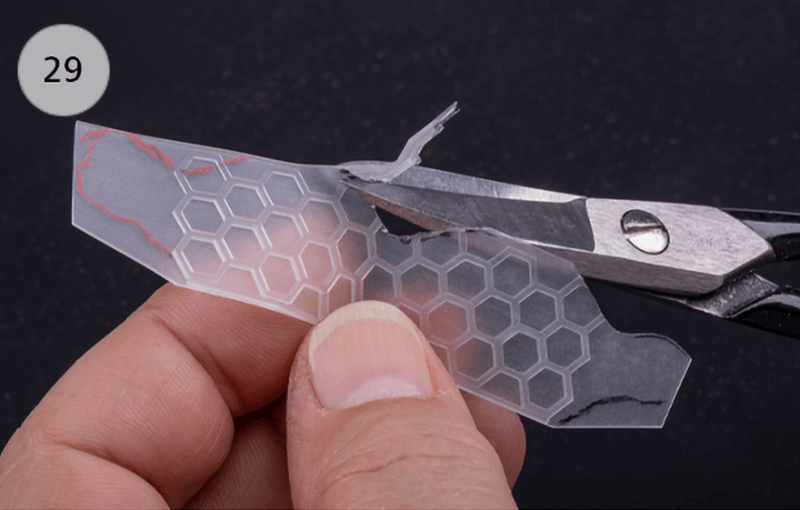
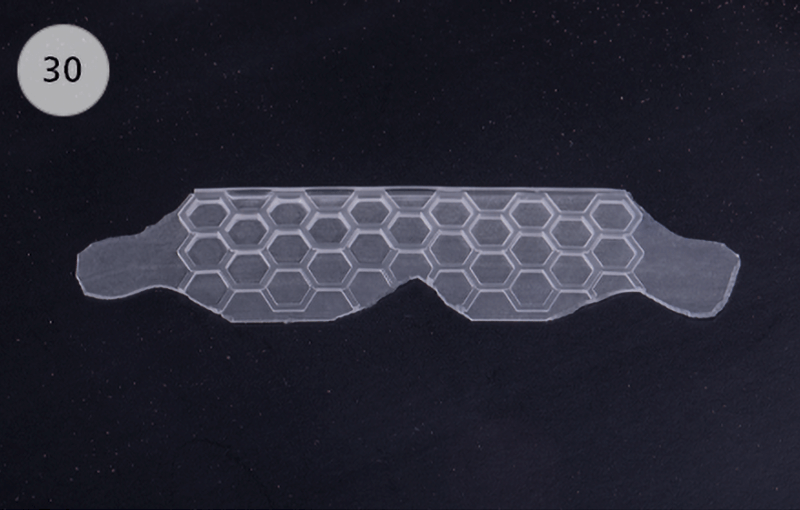
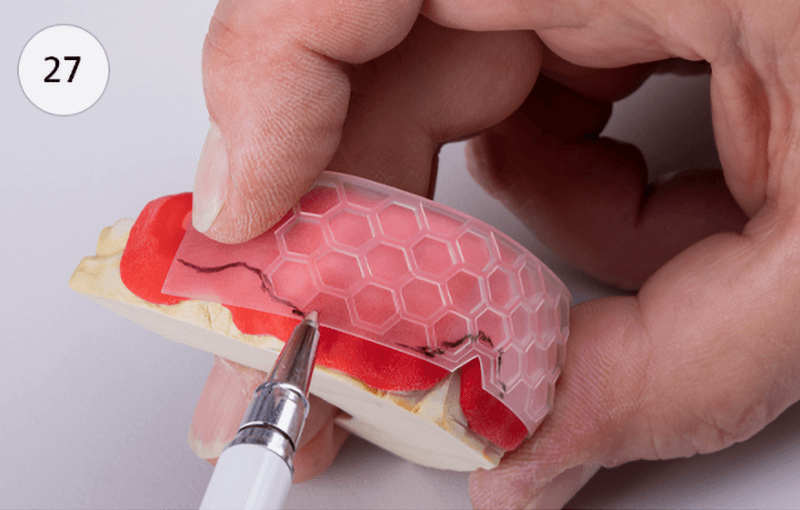
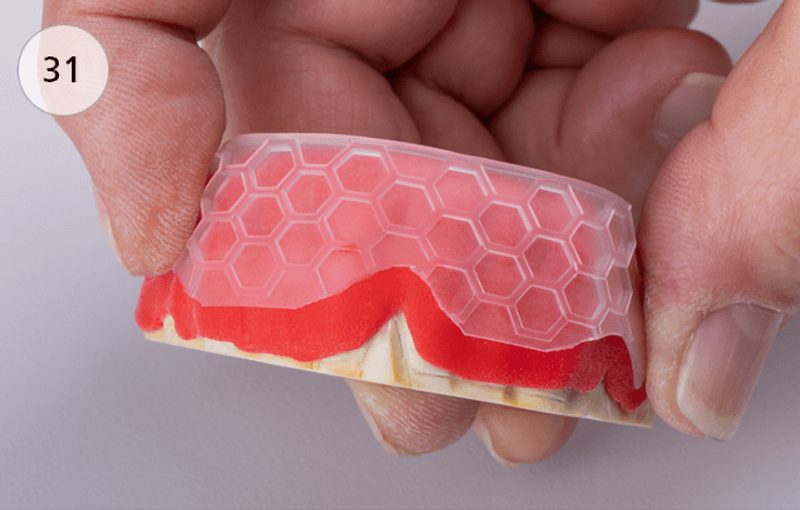
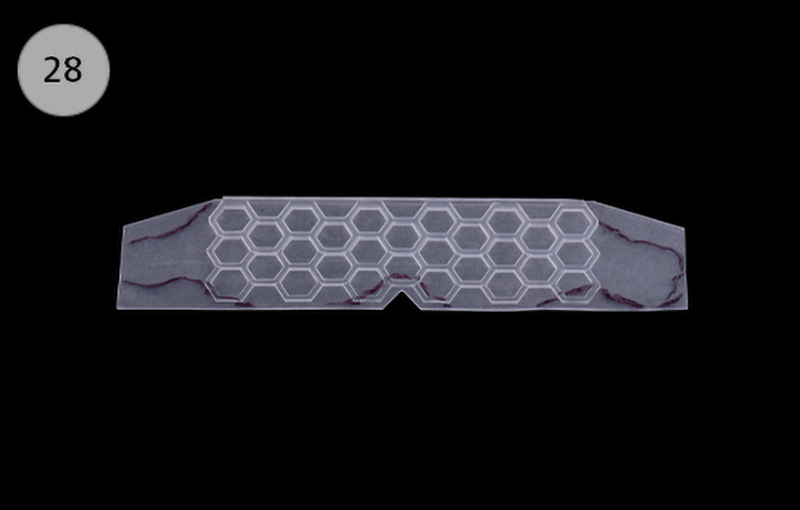
In der fixierten Position kann nun das dorsale Ende der Einlage den Vorgaben der ersten Folie entsprechend gekürzt werden. Dafür mit einem Stift die individuelle Kürzung auf der Einlage einzeichnen, anschließend den gleichen Vorgang auf der anderen Mundschutzseite durchführen (27 & 28). Abschließend die passende Ausdehnung der 3D-Einlage längs der Einzeichnung mittels einer Schere beschneiden (29 & 30). Zur Sicherheit Position und Ausdehnung der 3D Einlage auf der ersten Folie noch einmal kontrollieren, ggfs. nachbessern (31).
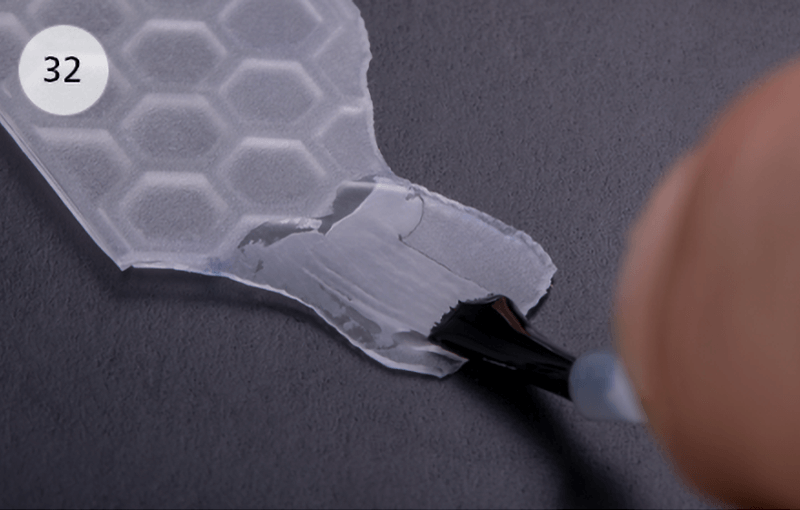
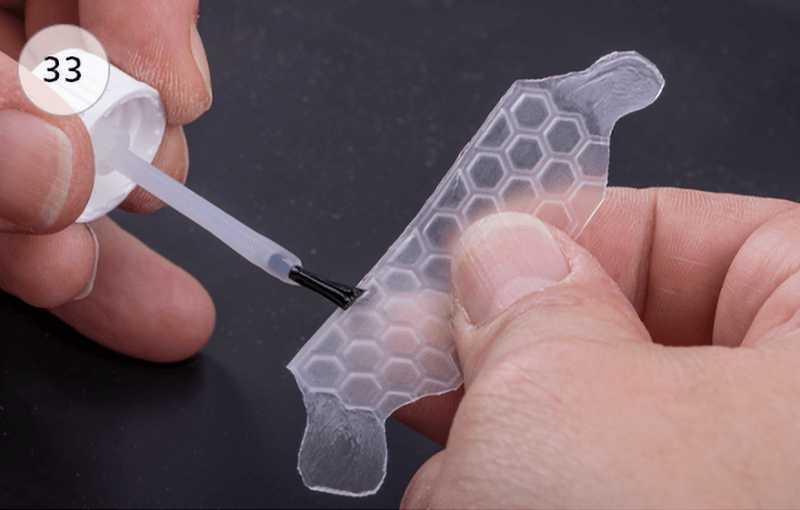
Die fertig individualisierte 3D-Einlage mit der Wabenstruktur nach unten auf eine ebene Fläche legen und die beiden Endflanken wie auch den Bereich des oberen Querbalkens dünn mit dem Protector Adhäsiv benetzen (32 & 33). Zur Entwicklung der optimalen Klebekraft benötigt das Adhäsiv etwa 2 Minuten.
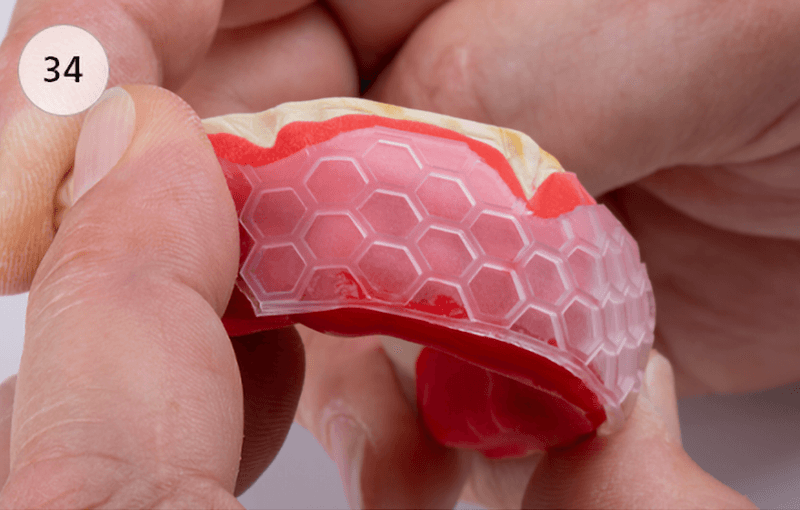
Anschließend kann die 3D-Einlage mit festem Druck auf der ersten Tiefziehfolie befestigt werden (34). Hierbei ist auf die korrekte Position der Einlage zu achten (s. Kapitel 6). Bei Passungenauigkeiten kann die Einlage zur Korrektur noch einmal gelöst werden (35).

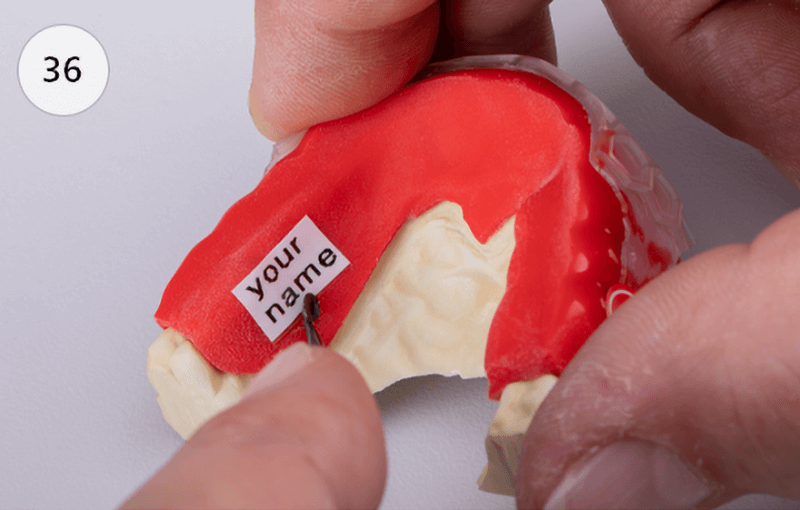
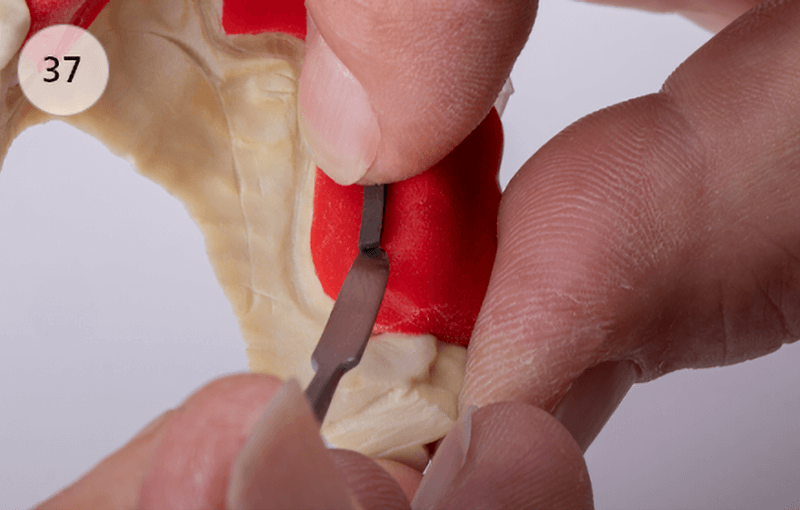
Das Design eines Dreve Mouthguards ist bis auf die Gestaltung im sichtbaren Frontzahnbereich international festgelegt:
auf der ersten Folie fixiert (36–38).
Der röntgenopake Streifen ermöglicht die Erkennung des Mundschutzes auf Röntgenbildern (z. B. bei bewusstlosen Patienten) und wird durch die punktuelle Aufschmelzung der ersten Folie fixiert.
Der gesamte Frontzahnbereich kann individuell gestaltet werden (z. B. mit Vereinslogos, Flaggen, Spruchbändern etc.)
Wichtig: Um eine lückenlose und sichere Laminierung der zweiten Folie zu gewährleisten, müssen alle Aufkleber einen Mindestabstand von 2 mm zum Rand des Mundschutzes einhalten.
Um die Erkennbarkeit der eingelegten Aufkleber sicherzustellen, ist die Laminierungsfolie immer eine transparente Folie.
Für die Laminierung wird eine Folie Drufosoft® 3 mm benötigt.
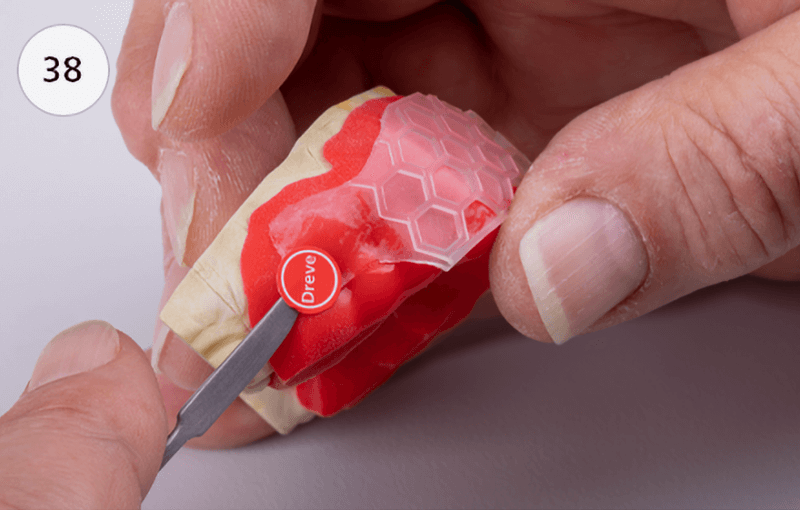
Wichtig: Produktionsbedingt kann sich auf der Drufosoft®-Folie ein sehr dünner Schmierfilm befinden. Folie deswegen grundsätzlich unter fließendem Wasser reinigen und anschließend mit einem trockenen Tuch wieder trocknen (39).
Positionierung des Modells inklusive der ersten Folie sowie die Vorbereitung des Drufomat scan erfolgt wie bereits unter Punkt 3 (Tiefziehen Folie 1) beschrieben.
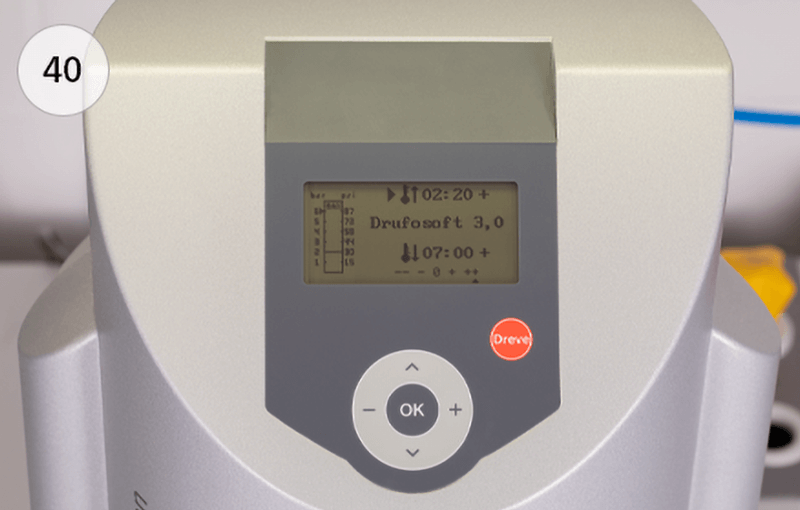
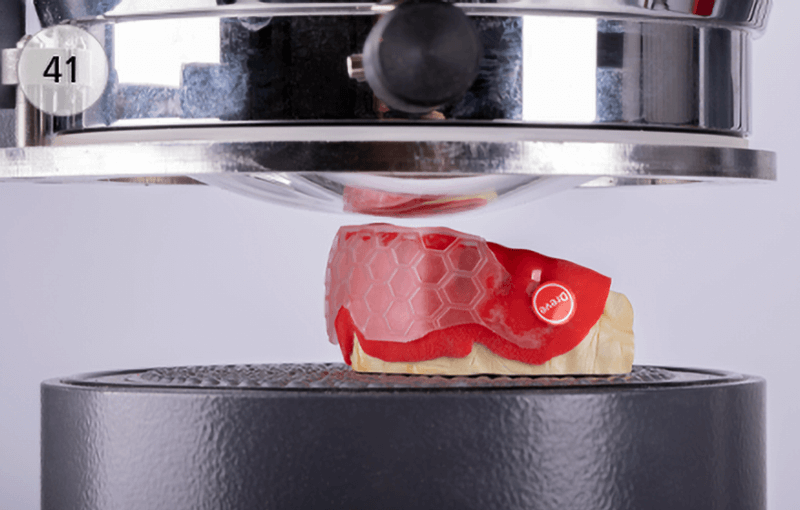
Die Aufheizphase für die zu laminierende Drufosoft®-Folie beträgt 2:20 Minuten (40). Eine Berührung zwischen der ersten Folie und der zweiten Folie während der Aufheizung ist unproblematisch (41).
Tiefziehvorgang auslösen und Folie für mindestens 07:00 Minuten unter Druck abkühlen lassen. Nach Ablauf der Hälfte der angegebenen Abkühlzeit (3:30 Restzeit in der Anzeige) kann das Ringventil am Drufomat scan zur schnelleren Abkühlung leicht geöffnet werden. Drufomat scan öffnen und Mundschutz zur abschließenden Bearbeitung entnehmen.

Mit einem heißen Skalpell (42) oder einer Schere wird der Mundschutz entlang der ersten Folie herausgetrennt und anschließend der Rand mit z. B. UltraTrimm medium in die endgültige Form gebracht und homogenisiert.
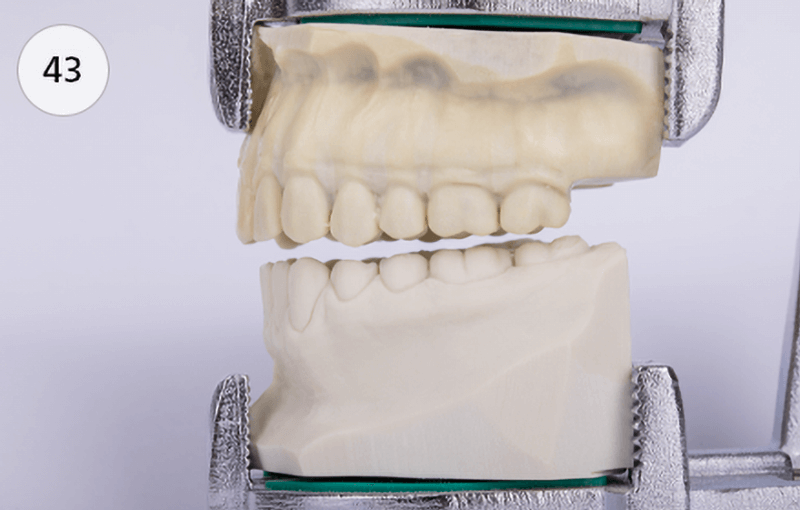
Das OK-Modell zurück in den Artikulator setzen und die Okklusion um 2,5–3 mm (gemessen im Bereich der Molaren) sperren (43). Mundschutz wieder einsetzen.
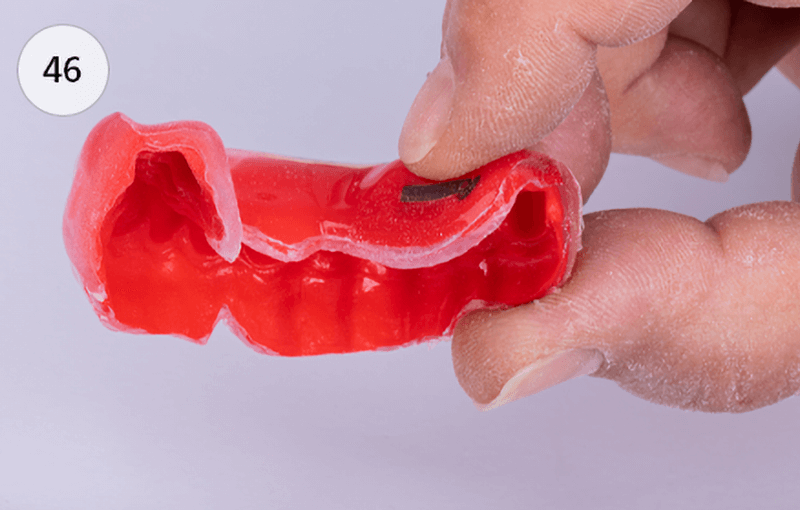
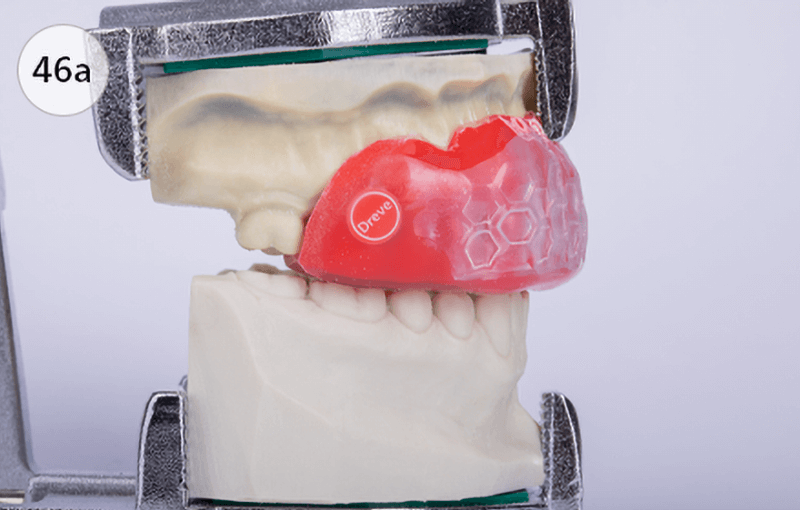
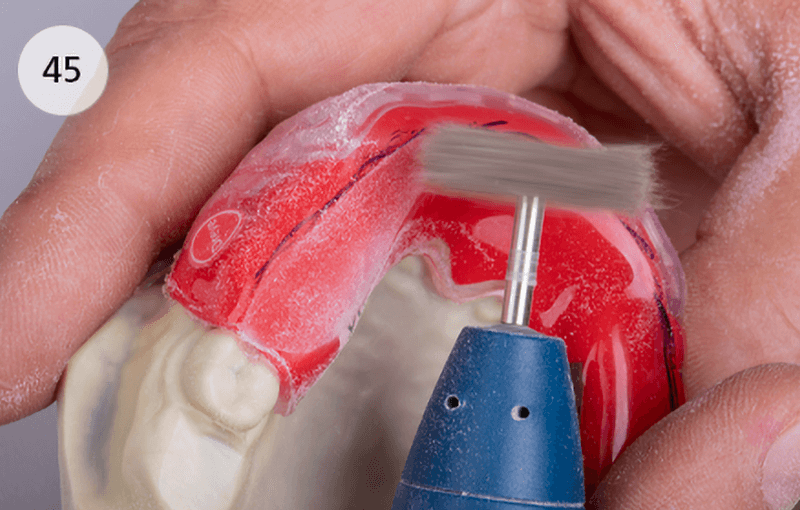
Die Bisssperrung durch den Mundschutz wird kontrolliert und die vestibuläre Begrenzung der UK-Zähne mit einem Stift auf den Mundschutz übertragen (44). Palatinal dieser Einzeichnung wird bis fast zur Erreichung der vorher eingestellten Bisssperrung mit UltraTrimm medium ein Plateau für die UK-Zähne geschaffen (45). Der dadurch entstehende okklusal-vestibuläre Materialwall schützt beim Zusammenbiss zusätzlich die Schneidekanten und Höckerspitzen der UK-Zähne (46 & 46a).
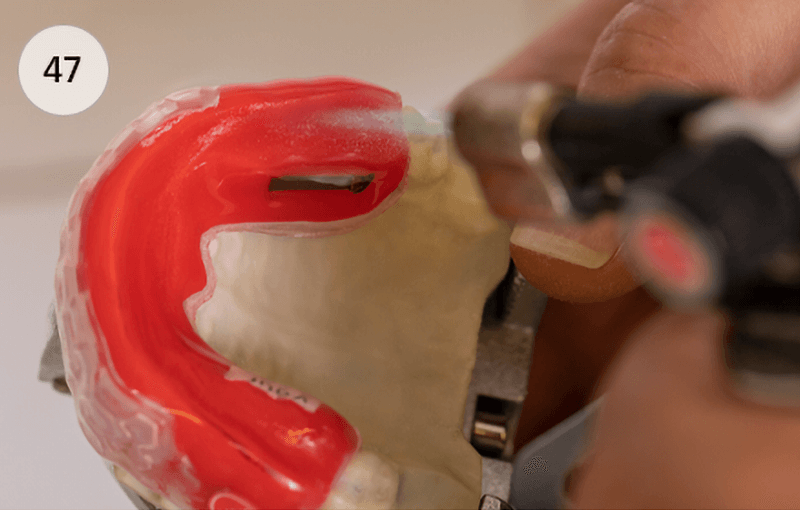
Plateau mit einer spitzen Flamme und fließenden Bewegungen gleichmäßig erhitzen (47).
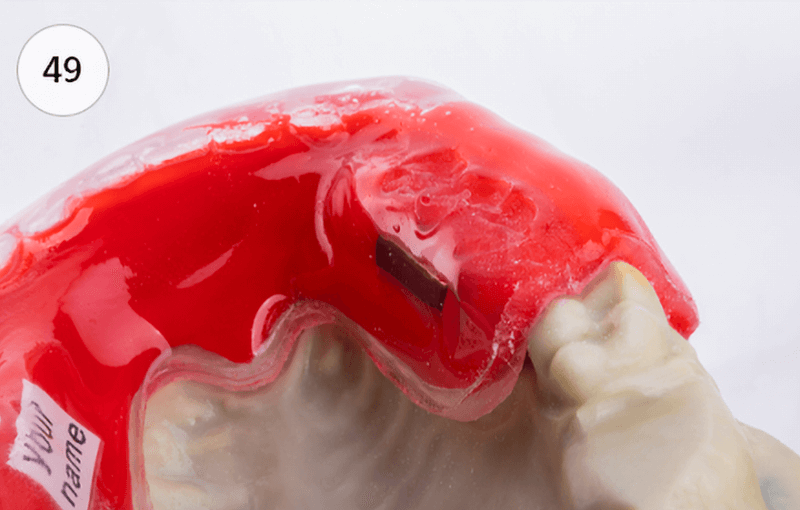
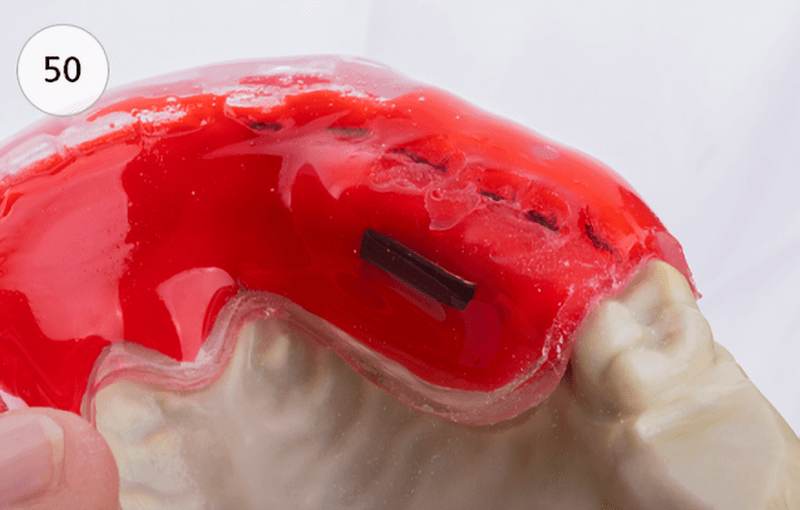
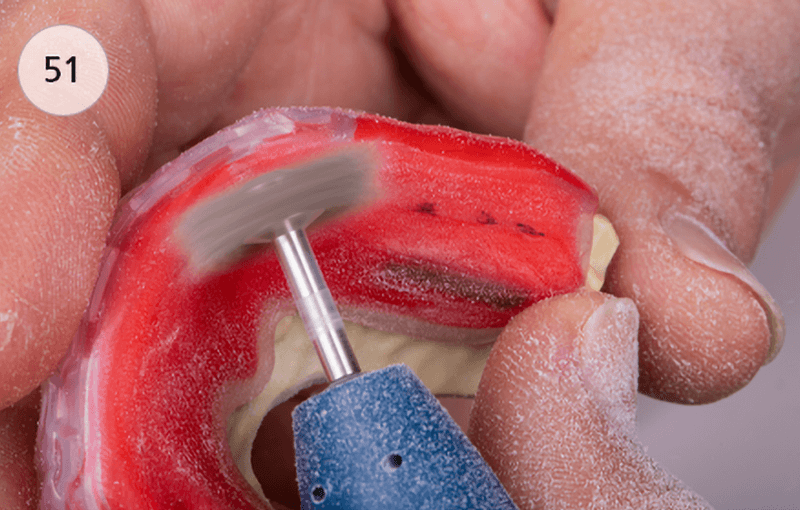
Artikulator mit leichtem Druck schließen. Um Verformungen des Mundschutzes zu verhindern, sollte der Mundschutz sofort unter fließendem kaltem Wasser rückgekühlt werden (48). Die Abdrücke der UK-Zähne werden bis auf die vestibulären Höckerspitzen der Seitenzähne wieder zurückgeschliffen (49–51).
Begründung:
Eine unphysiologische Fixierung des Unterkiefers führt zu Konzentrationsverlust beim Sportler und kann durch eine starre Fixierung der UK-Zähne die Möglichkeit einer schockabsorbierenden Seitwärtsbewegung des Kiefers unterbinden.
Die durch Fräsarbeiten aufgerauten Oberflächenstrukturen erst mit UltraTrimm light ohne festem Druck homogenisieren und anschließend mit einem weichen Tuch die Glänzflüssigkeit Finishing Liquid auftragen und den Mundschutz mit kreisenden Bewegungen polieren (52). Hierdurch wird die Oberfläche leicht angelöst und härtet anschließend wieder hochglänzend aus (53).